هات تپ سایز
به سایز به عملیاتی گفته میشود که در آن انشعاب گرفته شده از خط لوله همسایز با
لوله اصلی میباشد. این نوع عملیات دشوارترین نوع هات تپ گیری از
خطوط لوله محسوب میشود، خصوصاً در مرحله انجام عملیات
هات تپ و برش لوله توسط کاتر دستگاه هات تپ ممکن است
در نتیجه کوچکترین اشتباه محاسباتی خط لوله دچار آسیب شود. اصولاٌ عملیات انشعاب
گیری از خط لوله به روش گرم دارای متغیرهای متعددی است که مجاسبه و تدوین آن ها در
روش های اجرایی ضروری است. یکی از این متغیرها تعیین میزان پیشروی مورد نیاز
دستگاه هات تپ درون فضای داخلی لوله است. در صورتی که عملیات روی خطوط لوله حاوی
سایزهای بزرگ صورت گیرد و سایز انشعاب مورد نیاز نیز کوچک باشد، محاسبات بسیار
ساده تر خواهند بود چرا که تلورانس خطا بسیار بالاتر خواهد رفت. بسیاری از مجریان
و اپراتورهای متبحر در چنین شرایطی اصلاً به سراغ محاسبات نرفته و بر حسب تجربه
خود زمان اتمام عملیات را تشخیص می دهند، و سپس برای افزایش میزان اطمینان از صحت عملیات،
اندکی بیشتر از مقدار برآورد شده پیشروی صورت می گیرد.
بنابراین
در هات تپ سایز به سایز باید
به چند نکته توجه ویژه داشت: اول آنکه چون سایز انشعاب و در واقع ورودی انشعاب
جدید، هماندازه سایز لوله اصلی است، طبیعتاً فشار سیال در ناحیه ورودی انشعاب، و
علیالخصوص روی اسپلیت تی
نصب شده بسیار بالا خواهد بود. بنابراین طراحی و ساخت اسپلیت تی، و نیز طریقهی
نصب آن روی لوله حساسیتهای خاص خود را خواهند داشت. این فیتینگ باید در فضایی
محدود نسبت به سایز لوله اصلی فشارهای ناشی از هم عملیات انشعاب گرم و هم فشار
وارده از ناحیه سیال را دفع کند بدون این که مبتلا به کوچک ترین تنشی شود. از این
رو در ساخت و نصب آن بیشترین میزان دقت لازم باید صورت گیرد. با انجام تست های غیر
مخرب روی این اتصال می توان نسبت به میزان مقاومت آن در مقابل فشارهای وارده پیش
از نصب و بهره برداری اطمینان حاصل کرد.

از
این رو در طراحی اسپلیت تی باید
به فشار سیال و از این رو، مختصات و مشخصات فنی اسپلیت تی توجه
ویژه داشت. جوشکاری اتصالات اسپلیت تی به یکدیگر از دیگر نکات مهمی است که عدم
توجه به آن هات تپ را
طبیعتاً به مخاطره خواهد انداخت. نکته دوم توجه به انجام عملیات
هات تپ است. در هات تپ های سایز به سایز طبیعتاً
میزان پیشروی لازم کاتر به درون مجموعه به جهت برش کامل لوله نسبت به سایر حالات
بیشتر خواهد بود و از این رو باردهی باید به اندازه کافی باشد. از سوی دیگر باردهی
بیش از اندازه و پیشروی بیش از حد کاتر به درون لوله میتواند باعث درگیر شدن مته
راهنمای دستگاه هات تپ و کاتر با جداره
مقابل لوله باشد. در صورت بروز چنین رویدادی لوله از سوی مقابل آسیب خواهد شد.
سوراخ شدن یا بروز نشتی در آن طبیعتاً بر صحت فرایند هات
تپ خلل ایجاد خواهد کرد. عملیات انشعاب گیری گرم
عبارت است از برش یک جداره از لوله و استخراج بخش بریده شده آن به منظور بهره
برداری از انشعاب ایجاد شده. در واقع پیشروی و نفوذ بیش از اندازه و برش لوله از
جانب مقابل فاقد هر گونه توجیه فنی است. تنها در مواردی محدود و اغلب برای انجام
عملیات های استاپل و لاین استاپ، با ساخت فیتینگ های چهار شاخه عملیات پیشروی کاتر
دستگاه تا برش کامل جداره مقابل لوله ادامه می یابد. این فرایند زمانی انجام می
گیرد که در صددیم از طریق یک پلاگ مسیر جریان سیال را تماماً مسدود کنیم، و برای
این کار لوله را از هر دو جانب می بریم. اما برای عملیات های انشعاب گیری، یا هر
گونه فرایندی که به منظور نصب ولو و اتصالات و ابزارهای اندازه گیری و کنترلی
انجام می شود، می بایست فقط یک جداره از لوله بریده شود ومجری عملیات نسبت به این
باید کاملاً دقیق و حساس باشد.
علاوه بر این، در صورت بیتوجهی و پیشروی کاتر
تا جایی که جداره مقابل اسپلیت تی نیز سوراخ شود قابل توجیه نخواهد بود و کل
فرایند با چالش مواجه خواهد شد. بنابراین تعیین حد کمینه و بیشنیه مجاز برای
پیشروی ضمن عملیات هات تپ از جمله متغیرهایی است که مجری عملیات در فاز مهندسی و
برنامه ریزی باید نسبت به آن توجه داشته باشد و ضرورتاً در چک لیست عملیات میزان
آن مشخص شده باشد.

این
نکات اصلیترین چالشهایی خواهند بود که عملیات هات تپ سایز
به سایز به صورت بالقوه در خود نهفته دارد. اما ایرادات جزئی دیگر نیز این پروسه
را درگیر خود خواهند کرد که شرح آنها به این مقال نمیگنجد.
شرکت
پیشگام صنعت ابزار در طول سالها تجربه خود در زمینه انجام عملیات هات تپ بارها عملیات هات تپ
سایز به سایز را تجربه کرده و تمامی آنها نیز با موفقیت کامل به اتمام رسیده اند.
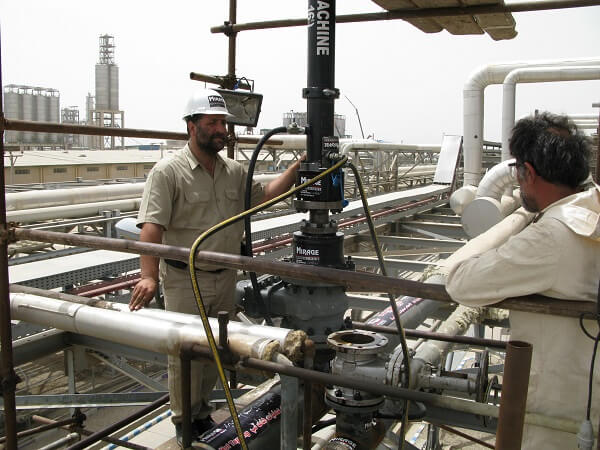
یکی از این پروژه ها، به عملیات هات تپ 16 اینچ در مجتمع پتروشیمی فجر روی یکی از
خطوط لوله 16 اینچی این مجتمع مربوط می شود. این عملیات در اواخر سال 1386 و در
محل سایت پتروشیمی فجر، واحد utility واقع در مرکز منطقه ویژه اقتصادی پتروشیمی
بندر امام خمینی انجام گرفت و با موفقیت و بدون بروز ایراد و وقفه به اتمام رسید.
این پروژه از اولین عملیات های انشعاب گیری گرم سایز به سایز شرکت پیشگام صنعت
ابزار محسوب می شود که با وجود فقدان تجربه کافی و عدم آشنایی با اقتضائات عملی و
اجرایی فرایند، به پشتوانه برنامه ریزی ها و مهندسی دقیق طرح ها و اتصالات با
موفقیت به اتمام رسید.
با
توجه به اهمیت این پروژه و اضطراری که برای کارفرمای محترم داشت، شرکت پیشگام صنعت
ابزار به سرعت در محل انجام کار حاضر شد، ساخت اسپلیت تی را ظرف مدت زمان کوتاه به انجام رساند، تست های
لازم و فرایند نصب و جوشکاری اسپلیت تی نیز صورت گرفت و در نهایت عملیات هات تپ با
دقت تمام و زیر نظر بازسان و مهندسین محترم مجتمع پتروشیمی با موفقیت به پایان
رسید. شرکت پیشگام صنعت ابزار برای انجام کل فرایند از ابتدا تا انتها سه شبانه
روز را صرف کرد. با توجه به نیاز اضطراری کارفرمای محترم جهت انجام سریع عملیات،
کار گرم هات تپ بدون وقفه و بصورت شبانه روزی انجام میشد.